Manufacturers sometimes receive complaints from disgruntled consumers about packaging failure. It could be a yogurt that leaked annoyingly over all the groceries or a torn-open craft project that is missing elements. Complaining is even easier now with social media and messaging, which give consumers instant access to customer support. For the manufacturer, there is often a lot to do with consumer complaints regarding product packaging design. Packaging testing is one likely response.
When manufacturers review, audit, and test packaging, they often discover that packaging testing is the way forward, as it improves the quality of packaging in many ways. Additionally, they may discover substantial savings in packaging expenses as they review packaging line processes and create efficiencies regarding the amount of packaging materials they use, what type of packaging they use, and its overall quality.
What is Packaging Testing?
Packaging testing is a comprehensive assessment of packaging used for products. Technicians in package testing labs review actual packaging or potential packaging materials and see how different packaging designs perform under challenging conditions. Packaging testing labs support compulsory testing for regulated products, such as foods, pharmaceuticals, medical devices, and hazardous materials.
Packaging must be effective, ensuring the protection of the product from when it leaves the factory until the end user opens the primary packaging (the one touching the product) to use it. Packaging must also meet specifications. These goals are assessed through packaging testing, where the performance of packaging is compared to standards in controlled environmental conditions to see if it meets the manufacturer’s specifications. If packaging endures rigorous testing, it can be awarded certification.
Types of Packaging Testing Methods
Consumer packaged goods is one area where packaging testing really matters – and not only because there are government regulations. With all the different packaging types, we need various testing methods.
Common types of packaging testing methods performed under controlled conditions include:
Physical testing and chemical testing of properties of packaging materials
Performance testing, such as challenging people to open products
Packaging degradation, such as shelf life integrity testing
Vacuum testing, including package insulation testing
Impact testing using dedicated drop testing equipment
Compression testing
Vibration testing
Compatibility testing to see if the packaging components are suitable for the product
Environmental testing conducted in a temperature/humidity chamber
Jerk testing of package handles using controlled mechanical arms
Analytical tests for pharmaceutical packaging

Why Is Package Testing Important?
Package testing is important to manufacturers and consumers because thorough testing protects the brand name and builds customer trust.
In addition, packaging testing answers the need for better packaging solutions. We need packaging that:
uses sustainable and eco-friendly packaging materials
can withstand the rigors of shipping and processing for e-commerce marking channels
is safe and hygienic
takes advantage of innovations in the packaging industry
From the world of manila envelopes, cardboard boxes, and PVC bags, new materials and new technologies have emerged. Exciting innovations include innovative types of printing on plastic, smart packaging, use of biomaterials, and enhanced food safety with nanocoatings (for improved freshness and antimicrobial protection during transportation and storage), creating a need for specialized packaging testing.
What Standards Are Packaging Testing Subject To?
Different packaging testing organizations handle various regulatory requirements and use a variety of test protocols as they test package types. Several of these are international, reflecting our global village status today.
These packaging testing organizations include:
The ISO ( International Organization for Standardization) – a global federation that regulates safety and quality of products and services.
The European Committee for Standardization (CEN)
The U.S. Uniform Packaging and Labeling Regulation (UPLR Regulation-not an organization)
ASTM Standards (probably most practically applied) – the American Society for Testing and Materials) numerous packaging standards
The BRCGS for global standards for food safety (the leading food safety standard recognized globally.

How To Know If You Need Packaging Testing – 4 Steps Towards Change
Hopefully, manufacturers will not determine changes in packaging solely based on consumer responses. There must be a constant intention to improve manufacturing, and packaging is one of the most important aspects of that intention.
There are 3 main steps spanning from non-awareness to change:
1. Conduct A Packaging Review.
A packaging review is also called a packaging risk assessment. A manufacturer can determine whether improvement is needed by assessing the packaging used for all products and asking whether it is doing its job. Does it meet the company’s criteria?
2. Complete A Packaging Audit.
This is a focused analysis to detect problems in packaging systems. Goals are set, reflecting the benefits the company wants to achieve.
3. Carry Out Packaging Testing.
Test packaging under various conditions to systematically evaluate packaging materials. Refer to the goals you set in the packaging audit stage.
4. Recalibrate Your Packaging Strategy
Apply the changes you need to make to satisfy your new packaging criteria. Apply packaging quality control and enjoy the response of your supply chain to the improved packaging specifications.
10 Benefits of Product Package Testing for Manufacturers
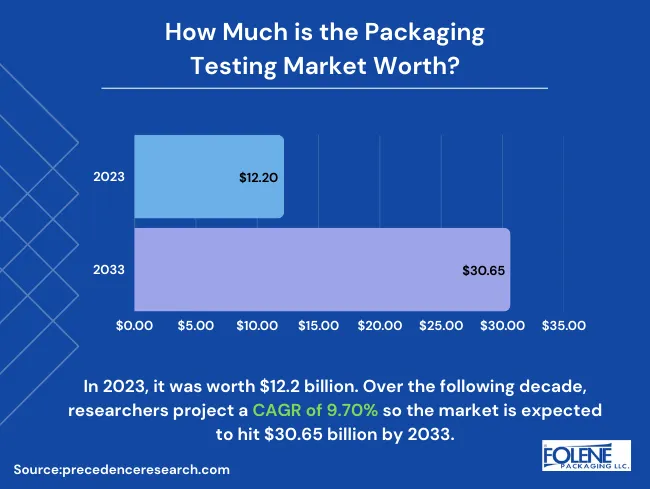
Packing testing benefits individual companies and, usually, manufacturers across the industry, as industry standards can be updated after results are publicized. Precedence Research reports that the packaging testing market is growing. In 2023, it was worth $12.2 billion. Over the following decade, researchers project a CAGR of 9.70% so that the market will hit $30.65 billion by 2033. That is fantastic growth, but it is not surprising based on the innovations in the packaging industry.
Here are 10 of the benefits manufacturers gain by testing the quality of packaging:
Increased efficiency leads to better supply chain processes
Decreased cost to manufacturers with economical acquisition of raw materials
Decreased cost to retailers with undisturbed sales and fewer complaints
Decreased cost to end-users with less waste
Decreased cost to the environment with less exploitation of natural resources
Less consumption of raw materials so we can conserve our resources
Better quality packaging that boosts customer satisfaction and encourages repeat purchases
Meeting regulatory requirements that enable manufacturers to market in new countries
Track the success of product development and prove viability and product potential
Apply technology to make the abstract measurable so you can compare several options
All Folene Packaging Products Comply with ASTM Packaging Test Standards for Shrink Wrap
Folene Packaging’s complete Ecolene® eco-friendly film range and the full range of Flxtite® shrink films have been tested against ASTM packaging testing and meet the standards, giving your products the best wraparound possible—strong, durable, and an excellent contribution to your packaging line.
Folene Packaging shrink films, in their varieties, are suitable for use with food products and tough enough for pallet wrap. Folene Packaging’s shrink film is the cost-effective choice for effective packaging – loved by eco-conscious brands – and successfully packaging products across multiple industries. Although all our products are thoroughly tested, we advise manufacturers to conduct specialized testing on their wrapped products when using Folene Packaging shrink wrap to ensure complete suitability.
Contact Folene Packaging today and ask how our shrink films can uplift your package testing experience!
FAQs About Packaging Testing
What is the difference between packaging testing and packaging auditing?
A packaging audit concentrates on analyzing historical information and is usually subject to testing standards. Packaging testing highlights non-historical information, considering what could unfold in the future. Testing usually requires gathering a diverse group of people or testing equipment to test packaging with an eye on the future.
Why do manufacturers use independent packaging testing?
Manufacturers must use independent specialists who are not connected with the project team since this significantly increases developmental efficiency. Independent testing is the only watertight way to identify underperforming packaging and bad packaging design.